品牌鑫藝達
可售賣地全國
產地海南 海口
尺寸制作
材料鍍鋅鐵皮、不銹鋼
是否進口否
消防排煙風機對于我們來說并不陌生,在生活中的很多地方都能看到其身影,消防排煙風機主要用于公路隧道、鐵路隧道等通風系統中。消防排煙風機占地面積不斷,一般情況下,懸掛于隧道兩側即可,我們都知道隧道的環境不是特別好,要想消防排煙風機能夠更好的使用,那么保養則是必不可少的,下面我們就來介紹一下關于消防排煙風機的保養知識。1、每月定期將消防排煙風機開機運行一下,以便排煙風機軸承潤滑保持良好狀態。2、一般一年加注一次潤滑油脂,如遇軸承缺油,應查清原因,隨時補充。3、定期檢查消防排煙風機的各部件的螺絲是否松動,有無缺件掉件,若有松動,缺件掉件,應及時維修。4、消防排煙風機運行時,聽其工作發出的聲音是否正常,若有異常,應及時檢查維修。
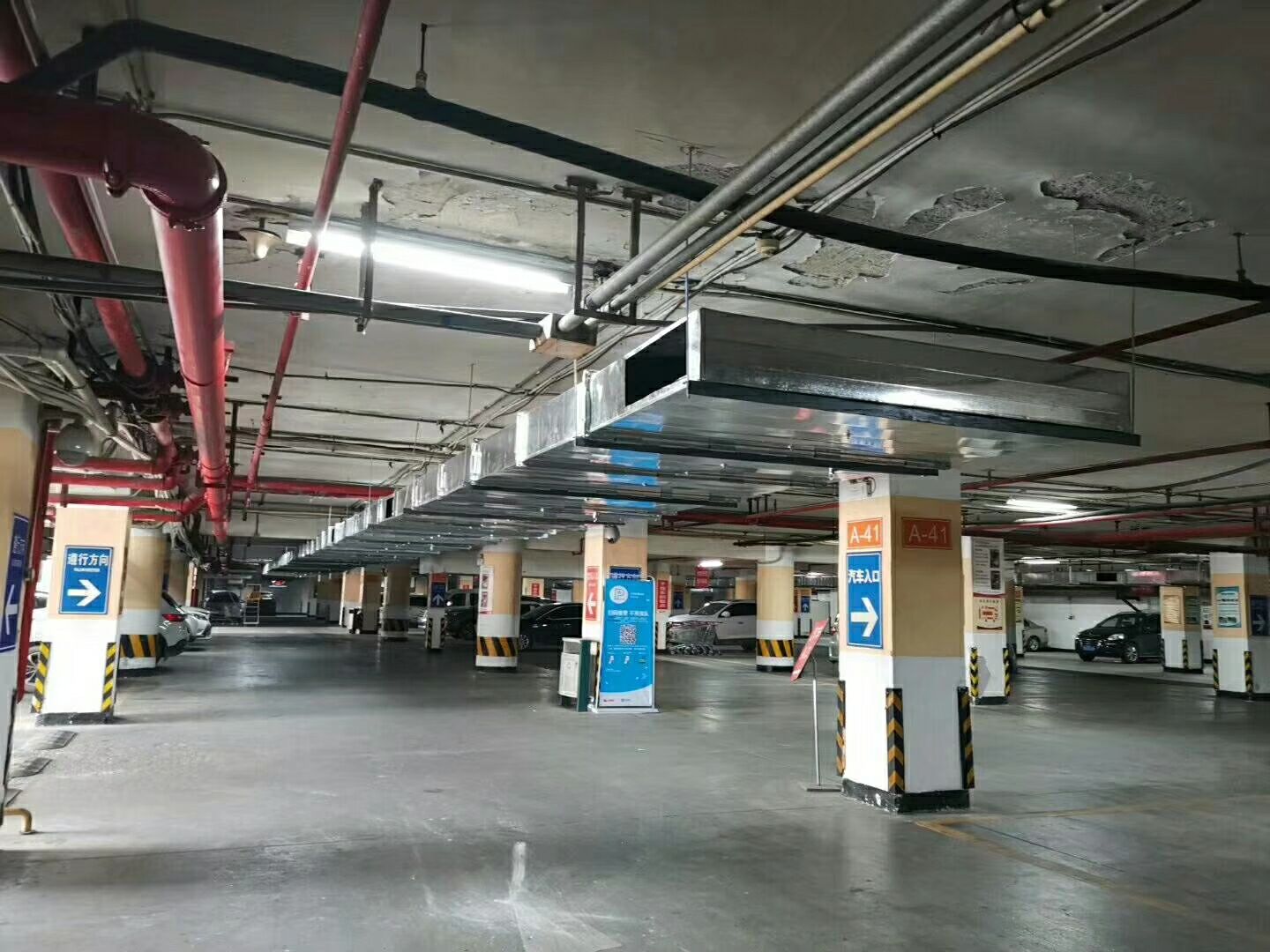
通風管,風管制作與安裝所用板材、型材以及其他主要成品材料,應符合設計及相關產品現行標準的規定,并應用出廠檢驗合格,材料進場時應按現行有關標準進行驗收。通風管道按材質分:一般有:鋼板風管(普通鋼板)、鍍鋅板(白鐵)風管、不銹鋼通風管、玻璃鋼通風管、塑料通風管、復合材料通風管、彩鋼夾心保溫板通風管、雙面鋁箔保溫通風管、單面彩鋼保溫風管、涂膠布通風管(如礦用風筒)、礦用塑料通風管等;

流體輸送管, 鍋爐廠,工程,機械加工廠制造工藝
熱軋、冷拔、熱擴
按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
軋制無縫管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。
2.冷拔(軋)無縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。
冷拔(軋)無縫鋼管的軋制方法較熱軋(擠壓無縫鋼管)復雜。它們的生產工藝流程前三步基本相同。不同之處從第四個步驟開始,圓管坯經打空后,要打頭,退火。退火后要用的酸性液體進行酸洗。酸洗后,涂油。然后緊接著是經過多道次冷拔(冷軋)再坯管,的熱處理。熱處理后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢后還要通過嚴格的手工挑選。鋼管質檢后,用油漆噴上編號、規格、生產批號等。并由吊車吊入倉庫中。
1.1、熱軋無縫管一般在自動軋管機組上生產。實心管坯經檢查并清除表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。后經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋無縫鋼管是較的方法。
1.2、若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。

玻璃鋼管道從制作工藝主要有以下幾類:純玻璃鋼管道、夾砂管道、高壓管道、保溫管道。
玻璃鋼管道從應用領域主要有以下幾類:石油管道、化工管道、電力管道、制藥管道、造紙漿液、城市給排水管道、工業污水管道、海水淡化管道、煤氣輸送管道、天然氣輸送管道等。

消防排煙窗系統
消防排煙窗用于防煙樓梯間前室或合用前室,利用敞開的陽臺、凹廊或前室內不同朝向的可開啟外窗自然排煙時,該樓梯間可不設排煙設施。利用建筑的陽臺、凹廊或在外墻上設置便于開啟的外窗或排煙進行無組織的自然排煙方式。
消防排煙窗應設于房間的上方,宜設在距頂棚或頂板下800mm以內,其間距以排煙口的下邊緣計。自然進風應設于房間的下方,設于房間凈高的1/2以下。其間距以進風口的上邊緣計。內走道和房間的自然排煙口,至該防煙分區遠點應在30m以內。自然排煙窗、排煙口中、送風口應設開啟方便、靈活的裝置。
公司擁有管道及配件一體化工廠生產線,的售后服務,的設計團隊,的施工、管理人員,掌握暢通豐富的信息、市場渠道。“技術、精鑄、顧客至上、持續改進”是公司始終堅持的質量方針。
http://www.schxyc.com